Essential tools for high-accuracy thermal profiling
By Mark Waterman, electronics division manager, Electronic Controls Design, (ECD) Inc.
Electronics Thermal management Engineering management profiling thermalThe basics of thermocouple & thermal barrier selection
This article aims to help readers understand the process of heating and heating transfer mediums; determine the needed type and size of thermocouple sensor and thermal protecting barrier. Modes of heat transfer, temperature ranges, and duration are all critical variables when measuring temperature.
Key Benefits
You will learn the different wire insulation types and temperature ranges
When you might choose one type over the other
How thermal conductivity (thermal resistance) affect survival time
Proper energy dissipation between profile runs
———————————-
An investment in a solid thermal profiling strategy with instrumentation, robust software and accessories is a central part of any operation where thermal processes are in use. Doing so protects quality, maintains consistency and ensures regulatory compliance. Once a thermal profiling data logger is selected, that’s only half the equation. Understanding thermocouple nuances and protection of the data logger with a thermal barrier will safeguard the instrumentation investment for maximized lifetime.
Thermocouple selection basics
Wire Gauge
When choosing thermocouples, the first consideration is the wire gauge. Finer wire has faster response times and is easier to attach to a circuit board assembly or whatever product is being profiled. For applications that require more mechanical strength or in situations where response times are not a major concern, a thicker gauge wire may be used.
Insulation Type
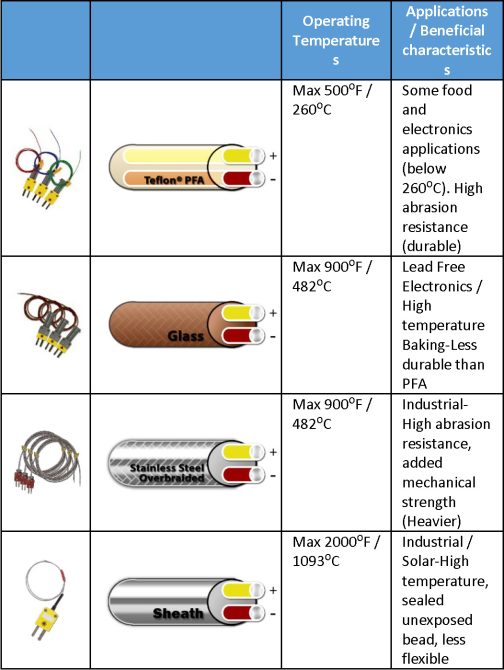
After the wire gauge has been selected, the second consideration is insulation type. While the thermocouple wire itself has a wide temperature measurement range (-200º C to 1260º C), the insulation does not. Therefore, selecting an insulation that’s appropriate for the temperature range of the process being measured is important. Teflon, or PFA, insulation is very durable and performs well at temperatures below 260 ºC; it is the preferred insulation type for applications below this temperature due to its high abrasion resistance and non-stick characteristics for food applications. If used above 260º C, the insulation will liquefy (melt) and cause temperature reading distortions.
For applications that require higher temperature capability, a glass (or fiberglass) insulation is recommended. This material can be used at temperatures up to approximately 480º C, but is less abrasion resistant and can break down and fray quickly when flexed or manipulated. Mechanical strength or extra abrasion resistance can be enhanced through the use of a stainless steel overbraid. Extreme temperature capability – up to 1093° C – requires the use of Iconel sheathed or more exotic thermocouple materials often employed for special industrial processes to measure extraordinarily high temperatures. The below table (Table 1) highlights the various insulation types by temperature range and characteristics.
Wire Length
Wire length is also a factor when attaching thermocouples for thermal profiling. Generally, the wire should be one heated zone away from the product being measured. This rule of thumb is to ensure that the measurement system (the thermal profiler, barrier and carrier) does not influence the measurements. For electronics reflow soldering profiling, 3’ is considered the ideal wire length, as average zone lengths are under 18” long and wide. Other industrial ovens and processes may require longer wire – 7’, 12’ or even 18’ long thermocouples — to be able to measure across the full width and length of a zone.
The longer the thermocouple, the harder it is to manage the wire and the more potential for error or for electrical noise to enter into the data. To minimize this risk, keeping the wire as short as possible while managing for zone lengths is recommended. When wire lengths exceed 50’, the resistance of the wire will begin to introduce significant error; measured temperature readings will be higher as the wire gets longer. When using a feed and retrieve (or fishing) method, wire length resistance error should be taken into account.
Protecting the thermal profiler
Once the appropriate thermocouple wire gauge, insulation and length have been determined, the next consideration is selecting a method of protection for the thermal profiling data logger. Often, this protective device is referred to as a thermal barrier – sometimes inappropriately so, as it implies that heat is being blocked. What a thermal barrier actually does is slow heat penetration by offering thermal resistance.
Figure 1: A thermal barrier slows heat penetration; it does not block it.
Insulation specifics
Heat moves through the insulation and, although it is being slowed, it will eventually reach the inside of the barrier box. The temperature difference and thickness of the insulation determines the time required for heat to reach the interior, defining how long it can offer protection. Given this, it is imperative that heat is allowed to fully dissipate from the insulation before exposing it again to the process, as traveling heat will surface at some point and could damage the thermal profiling instrument.
Barrier type, size and amount of insulation is determined based on the instrument protection required and the process that is being measured. For example, if a five-minute reflow process at peak temperature of 280ºC is being evaluated, the barrier can be as thin as 0.7” thick, which is not insulation-heavy. For applications reaching 1200º C and lasting hours, a barrier with 18”-thick insulation may be required. It is important to understand that the temperature rating on insulation is an indicator that it will not break down at a given temperature. It is not an indication of insulation suitability for a specific time duration.

Thermal barriers absorb a certain amount of the heat energy that’s being passed through it.
Choosing the proper barrier
For certain heating processes there are specific types of barriers that can reflect heat, namely radiant IR heat. Our company uses a very shiny barrier that has low emissivity and a high propensity to reflect heat energy away. It will not repel 100% of the thermal energy; some of it is absorbed and that heat energy has to be slowed enough to survive the process. Whether convection (air or vapor heat transfer), conduction (physical contact heat transfer) or radiant IR, understanding the method of heat transfer along with time and temperature will determine the best approach for thermal barrier selection.
Regardless of the thermal barrier or insulation thickness, it is effective only when starting at room temperature with no latent heat remaining in the insulation. This feedback can be provided by using temperature strips on the inside surface of the barrier, which is a fast and easy way to determine the surface temperature.
Another strategy used in thermal barriers is to be able to absorb a certain amount of the heat energy that’s being passed through it. A heat sink (a mass that absorbs thermal energy) can be employed. These can be made of solid steel inserts; or, phase-change materials that can absorb large amounts of heat energy by changing from a solid to a liquid can be employed. Oftentimes, salts or paraffins are used for this purpose, as they can absorb large amounts of heat energy to keep the instrument cool inside. Phase change or mass heat sinks need to be cooled fully, as they do absorb a lot of thermal energy, and it takes a long time for all of it to dissipate (potentially hours between runs).
Thermocouple insulation selection is very important for compatibility with processing temperature.
Process control and investment protection
Proper selection and use of thermocouples and thermal barriers are essential elements of any thermal process evaluation routine. While it seems simple, there is much to consider based on specific applications, oven designs and temperature ranges. Investing the time up-front to analyze and choose the most optimal tools will provide better results and a lot less aggravation.
Overview
Understanding process heating and heating transfer mediums determine the needed type and size of thermocouple sensor and thermal protecting barrier. Modes of heat transfer, temperature ranges, and duration are all critical variables when measuring temperature.